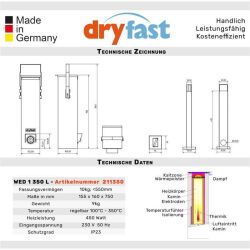
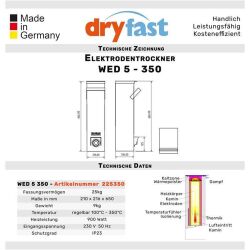
Elektrodentrockner zur Rücktrocknung von Stabelektroden.
Elektrodentrockner werden oftmals auch als Elektrodenofen bezeichnet. Sie bieten Platz für bis zu 10 Elektrodenpakete und erreichen eine Temperatur bis 400 °C.
















Wann und warum muss man Schweißelektroden trocknen?
Einige Ausgangsstoffe zur Herstellung von Schweißelektroden können Feuchtigkeit aus der Atmosphäre aufnehmen. Deshalb sollten Schweißzusätze bis zum Verschweißen in ihrer Originalverpackung belassen und in trocknen und beheizbaren Räumen eingelagert werden. Bei tiefen Außentemperaturen sollte die Lagertemperatur min. 10°C höher liegen.
Ansonsten gelten folgende Anforderungen an die Lagerbedingungen:
- Raumtemperatur: 5 - 15°C 15 - 25°C > 25°C
- Relative Luftfeuchtigkeit: max. 60% max. 50% max. 40%
Bei der Entnahme aus dem Lager sollte auf die Reihenfolge des Lagereingangs geachtet werden (first in - first out-Prinzip). Werden die oben genannten Lagerbedingungen eingehalten, so sind Stabelektroden bis zu 3 Jahren lagerfähig.
Die Notwendigkeit des Rücktrocknen von Stabelektroden ist vom Umhüllungstyp, der Verpackungsart und der Kaltrissempfindlichkeit des zu verarbeitenden Grundwerkstoffes abhängig. Un- und niedriglegierte, basisch umhüllte Stabelektroden zum Schweißen von Stählen sind wegen der Gefahr wasserstoffinduzierter Rissbildung grundsätzlich bei 300 – 350°C rückzutrocknen. Die erforderlichen Rücktrocknungstemperaturen und -zeiten sind auch auf den jeweiligen Etiketten auf der Verpackungseinheit (Elektrodenpaket) und dem Produktdatenblatt vermerkt.
Die Rücktrocknung basisch umhüllter Elektroden kann mehrfach wiederholt werden (max. 3 x), wenn eine Gesamtverweilzeit von 10 Stunden im Elektrodenofen nicht überschritten wird. Aus dem Elektrodentrockner entnommene Stabelektroden können in Trockenhalteschränken bei 120 – 200°C für max. 4 Wochen zwischengelagert werden.
Die während einer Schicht oder zur Erledigung einer Schweißaufgabe benötigte Elektrodenmenge kann (ohne Zwischenabkühlung!) aus dem Ofen oder Schrank, in beheizte Elektrodenköcher (100 – 200°C) übernommen werden. Die nach einer Arbeitsschicht (8 Stunden) im Köcher verbliebene Restmengen müssen erneut rückgetrocknet werden.
- Un- und niedriglegierte Stabelektroden der Umhüllungsklassen A, R, RR, RC, RA und RB nach EN ISO 2560 erfordern keine Rücktrocknung. Sollte durch unsachgemäße Lagerung ein zu hoher Feuchtigkeitsgehalt vorliegen, der sich z. B. durch Porenbildung zeigt, so können diese Schweißzusätze ebenfalls leicht rückgetrocknet werden, z. B. bei 100 - 120°C / 1 h.
- Zelluloseumhüllte Stabelektroden werden grundsätzlich nicht rückgetrocknet.
- Stabelektroden für nicht rostende Stähle oder Nickellegierungen sollten zugunsten höherer Porensicherheit einer Rücktrocknung unterzogen werden.